康明斯QSK23柴油发动机故障判断和排除手册之连杆、连杆轴承的拆卸与安装技术规格与标准的维修数据测量
拆卸
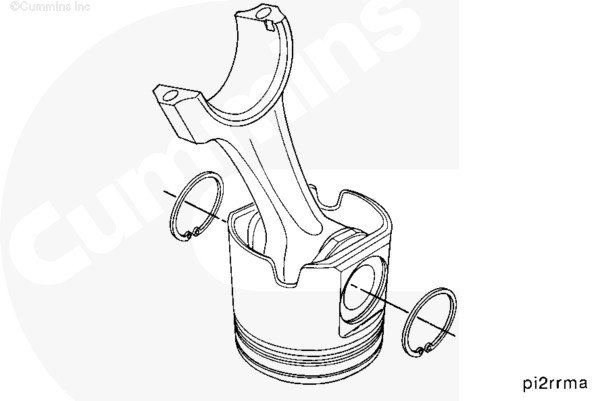
从连杆上拆下活塞。参考第 1 节中的步骤 001-054。
清洁
CAUTION
连杆上的编号必须与连杆盖上的编号相同。严禁将新的连杆盖组装到旧连杆上,也不得将旧连杆盖安装到新连杆上。
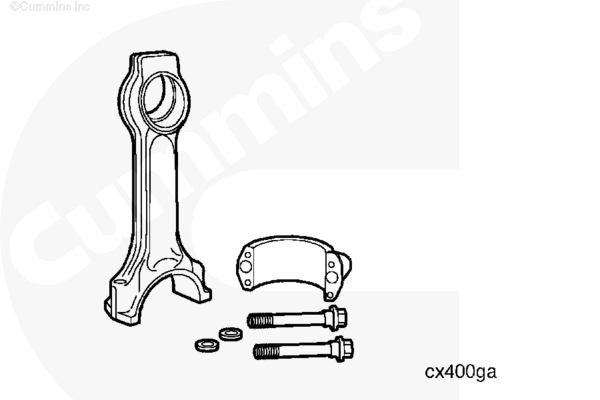
从连杆上拆下连杆螺钉和连杆盖。
WARNING
使用蒸汽清洗器时,戴上安全眼镜或防护面罩,并穿上防护服。热蒸汽可能会造成严重的人身伤害。
WARNING
当使用溶剂、酸或碱***材料清洁时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
WARNING
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造******身伤害。
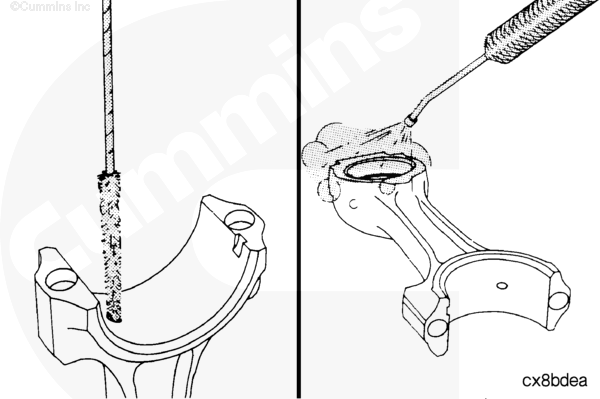
使用溶剂或蒸气清洗零件。
用压缩空气吹干。
用软毛刷清洁机油油道。
用压缩空气吹干连杆。
检查能否继续使用
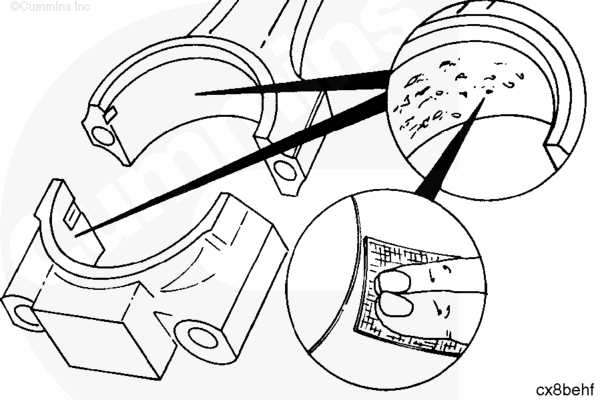
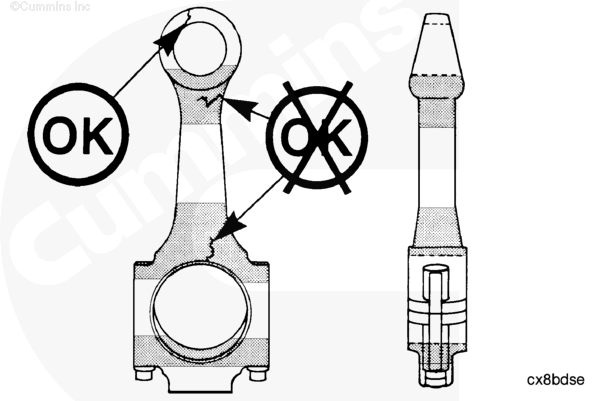
目测检查连杆和连杆盖有无磨损损坏。
如果发现连杆和连杆盖二者之一发生磨蚀损坏,必须将两者作为总成一起更换。
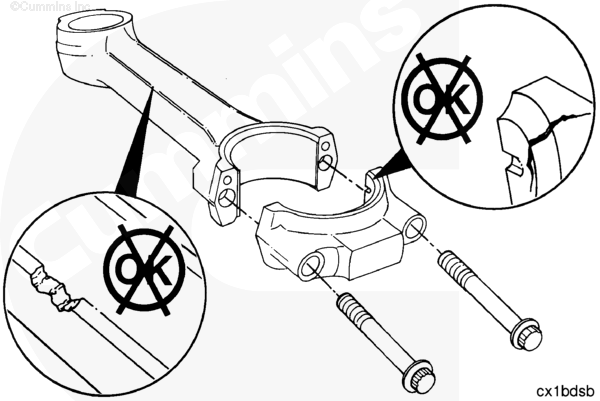
检查螺栓孔附近有无裂纹和损坏。

检查连杆和连杆盖有无损坏。
如果工字梁或连杆盖存在拉痕或损坏,更换连杆和连杆盖。
目测检查连杆销孔衬套有无损坏,或油孔通道和衬套油孔是否未对准。
如果衬套损坏,必须更换连杆。
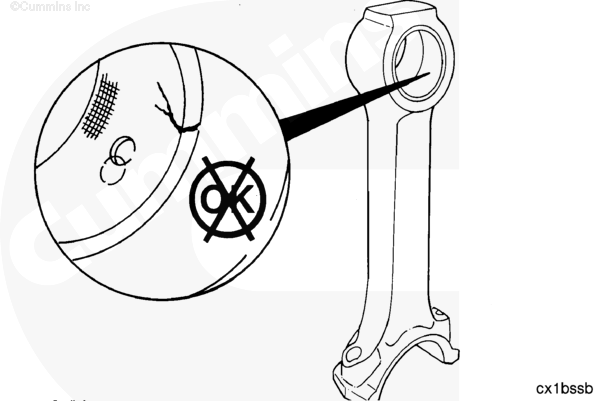
目测检查轴承表面有无拉痕或毛刺。如果使用细砂布无法清除拉痕或毛刺,必须更换连杆。
CAUTION
应防止螺钉损坏。螺杆上的刻痕可能会形成应力集中区域,在发动机运转期间该应力集中区域可能会导致故障。螺纹损坏可能会导致扭矩不正确,而且会导致配合件损坏。
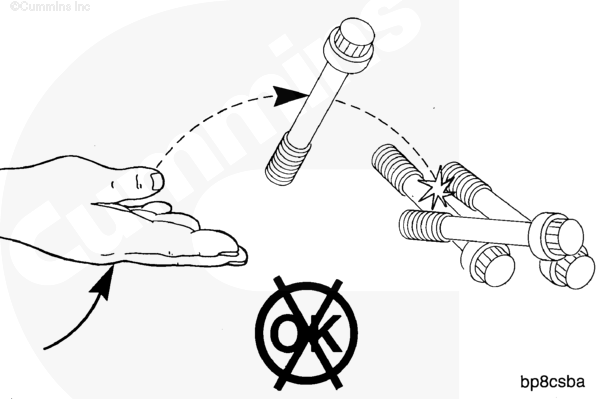
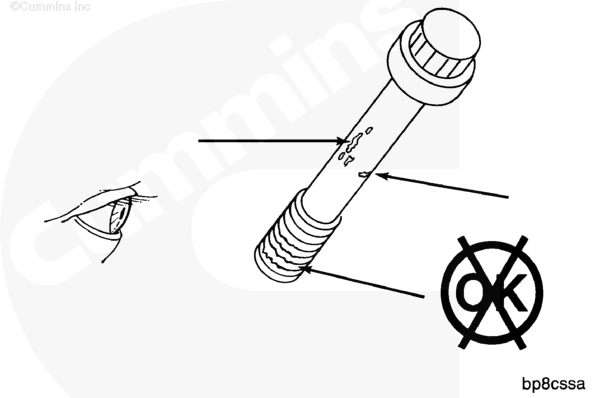
目测检查螺栓。
如果出现下列情况,必须更换螺钉:
- 螺纹损坏
- 生锈或腐蚀导致螺杆发生穴蚀
- 螺杆产生拉痕、擦伤、弯曲或伸长
注 : 建议不要使用铰丝板牙修复滚压螺纹。使用铰丝板牙可能会在螺纹内径上(根部)形成尖角。这种尖角会增大应力集中区域。
对连杆螺栓进行磁力探伤检查。必须对连杆螺栓进行磁力探伤检查。参考第 17 节中的步骤 017-011。
测量
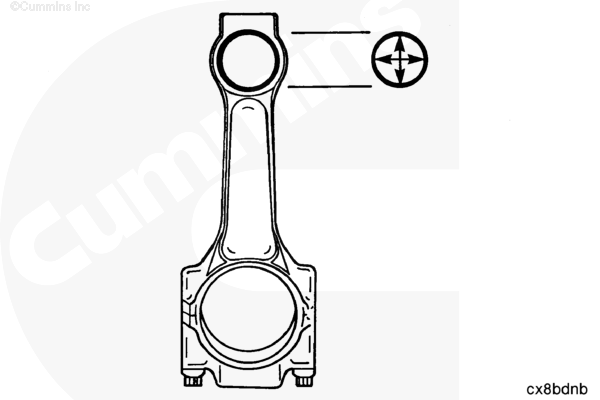
测量连杆衬套内径。
| 连杆衬套内径 | ||
| mm | in | |
| 68.030 | 最小 | 2.678 |
| 68.049 | 最大 | 2.679 |
注 : 只有在重新加工时才可更换衬套。如果衬套不符合技术规范,必须更换连杆。
CAUTION
使用黄铜夹具的台钳来固定连杆。工字梁上的缺口、划痕或凹痕会导致发动机故障。
CAUTION
连杆上的编号必须与连杆盖上的编号相同。严禁将新的连杆盖组装到旧连杆上,或者将旧连杆盖安装到新连杆上。
注 : 检查安装螺栓头冲压标记的数量。如果已有 4 个冲印标记,不得继续使用该螺钉,应更换新的。
使用清洁的机油。润滑连杆螺钉。
组装连杆、连杆盖和螺栓。
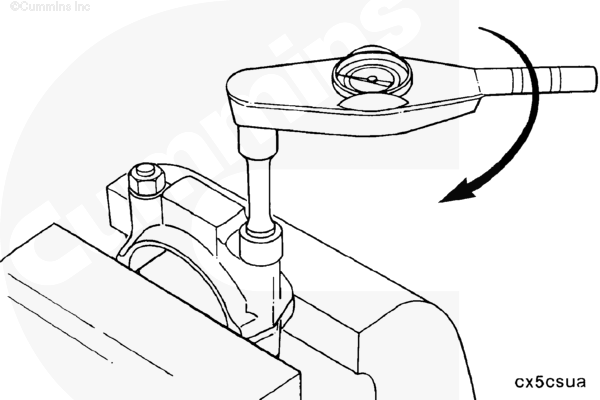
注 : 当可以靠近时,务必使用扭矩转动法拧紧连杆螺钉。
交替均匀地拧紧螺钉,将连杆盖拉紧在定位销上。按照下列步骤和顺序拧紧螺栓:
-
1. 196 n•m [ 145 ft-lb ]
-
2. 转动 90 度
注 : 拧紧螺栓后,在每个螺栓的头部冲一个标记。不要在新螺钉上冲标记。
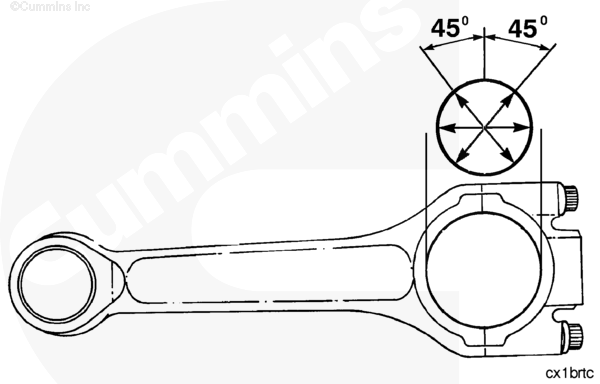
使用内径千分表。在所示的测量位置测量内径。
| 连杆轴承孔内径 | ||
| mm | in | |
| 115.000 | 最小 | 4.5276 |
| 115.026 | 最大 | 4.5286 |
注 : 如果测量值不符合技术规范,必须更换或维修连杆。
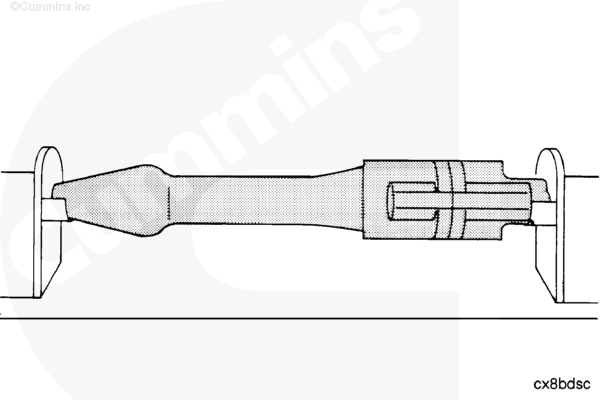
弯曲度和扭曲度检查
所需工具:
- 零件号为 ST-561 的连杆检查夹具
- 零件号为 ST-1331 的连杆定位心轴(用于连杆曲轴销端)
- 零件号为 3165106 的连杆定位心轴(用于安装了衬套的连杆活塞端)
也可提供公告号为 3377541 的连杆检查维修工具说明书。
标定步骤
CAUTION
必须按照技术规范安装和拧紧连杆,否则测量将会不准确。
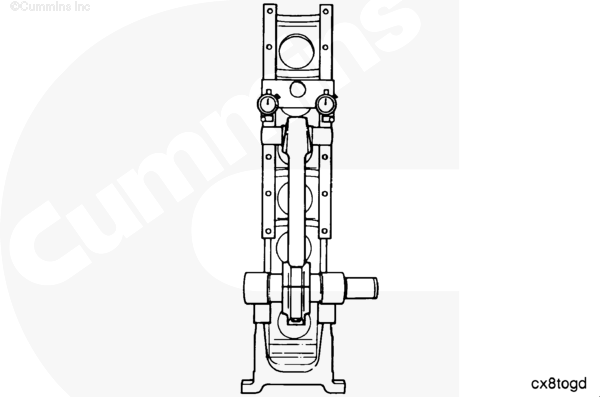
需要一根已知长度、弯曲度和扭曲度的连杆(称为参考连杆)用于标定夹具。也可使用一根连杆曲轴销中心至连杆活塞销端中心的距离(连杆长度)已知的新连杆。

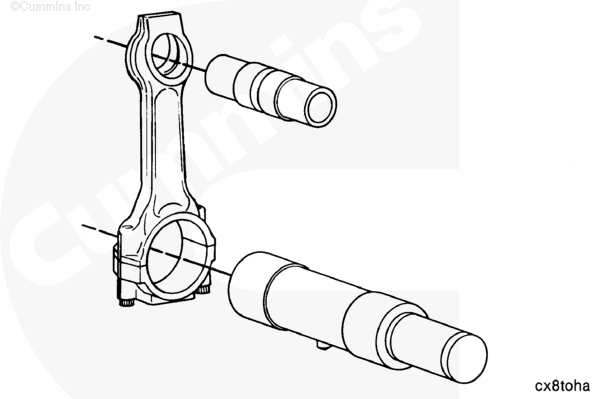
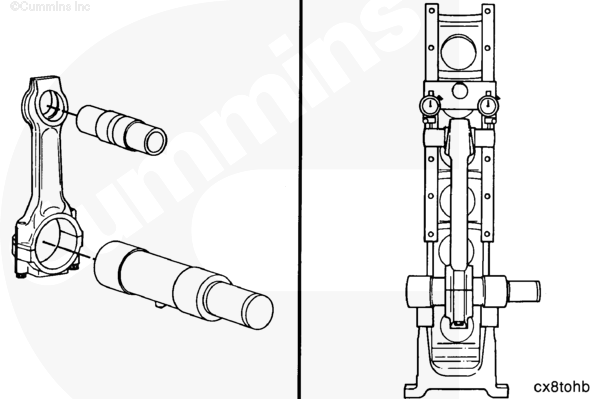
将合适的连杆心轴安装到参考连杆活塞销孔并对准中心。
将合适的连杆心轴装入参考连杆曲轴孔。
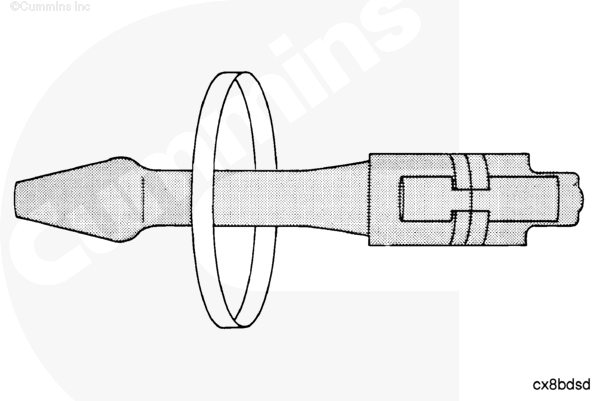
注 : 确保心轴上的定位销落下并对准连杆中心。
通过转动心轴的端部将心轴锁止到位。
将参考连杆装入曲轴夹具中。
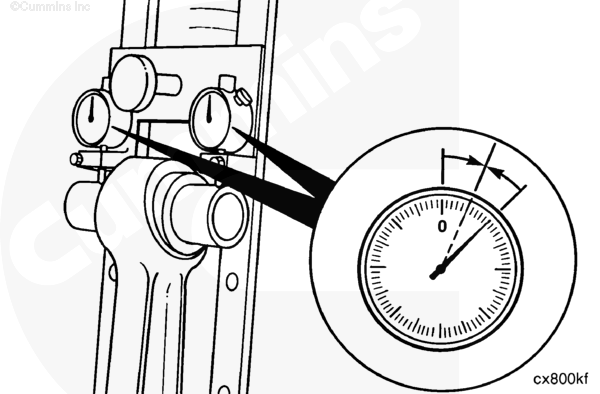
松开旋钮并移动千分表支架,直到两个千分表接触活塞销端的心轴的顶部。
将支架向心轴方向移动,直到千分表指针转到大约 0.25 mm (0.010 in) 处。
转动旋钮以拧紧支架。
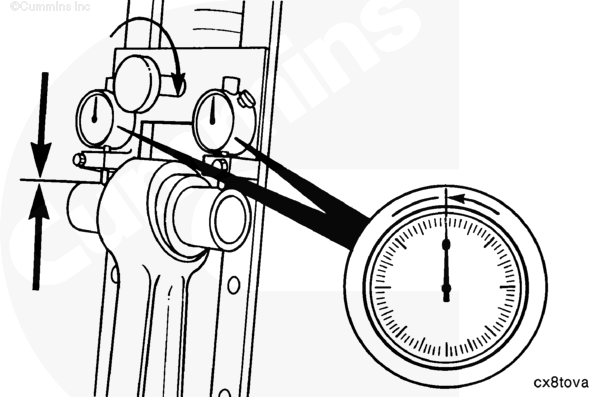
将千分表指针调至“零”。来回移动连杆以确认“0”点设置。
从夹具上拆下参考连杆。
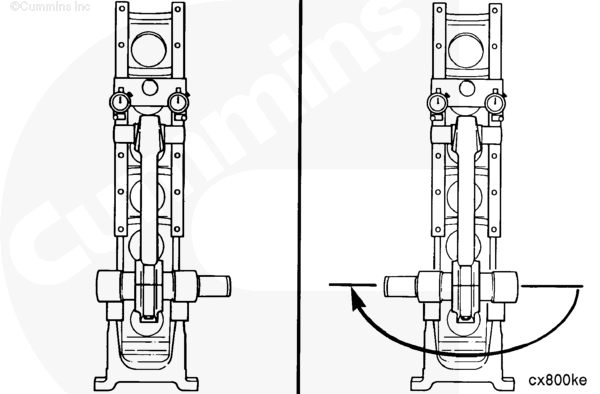
将连杆沿水平方向转动 180 度,并将其安装到检查夹具上。
确保千分表置“零”。
如果千分表指针没有回到“零”位置,调整千分表,以使“零”位置移动到从指针到上一步骤中设置的“零”位置之间距离的中点。
注 : 如果指针距离上一步骤中设置的“零”位置超过 0.10 mm [0.004 in],检查芯轴和夹具上有无污垢或毛刺。如果“0”点位置仍不符合技术规范,检查以确保参考连杆未损坏。
CAUTION
不要在这一步骤中调整千分表,否则测量将不准确。
完成夹具的标定后,拆下参考连杆。
将心轴安装到待测连杆上,安装步骤与参考连杆相同。
将要测量的连杆安装到夹具上。
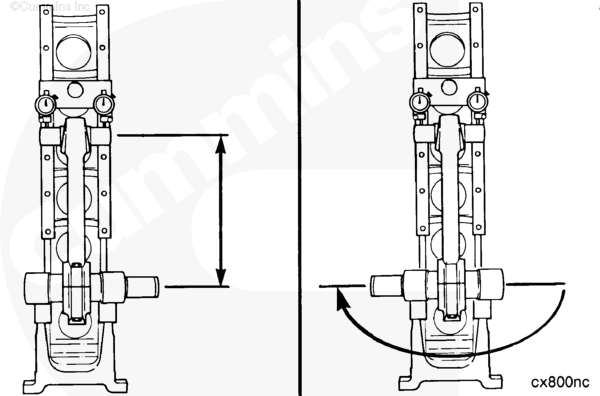
记录千分表读数。必须从标准连杆的已知长度中加上或减去千分表标定的“0”位置的差值,以确定被测连杆的长度。
| 连杆长度 | ||
| mm | in | |
| 304.950 | 最小 | 12.006 |
| 305.000 | 最大 | 12.008 |
如果连杆长度不符合技术规范,必须更换连杆。
记录千分表读数。
从夹具上拆下连杆。将连杆水平旋转180度。
将此读数与上一步记录的千分表读数进行比较。千分表读数的差值就是连杆弯曲度。
| 最大连杆弯曲度(装有衬套) | ||
| mm | in | |
| 0.10 | 最大 | 0.004 |
如果连杆的弯曲度不符合技术规范,必须更换连杆。
CAUTION
严禁试图通过加热或用外力矫直连杆。连杆可能最终会因此而断裂并导致发动机大范围损坏。
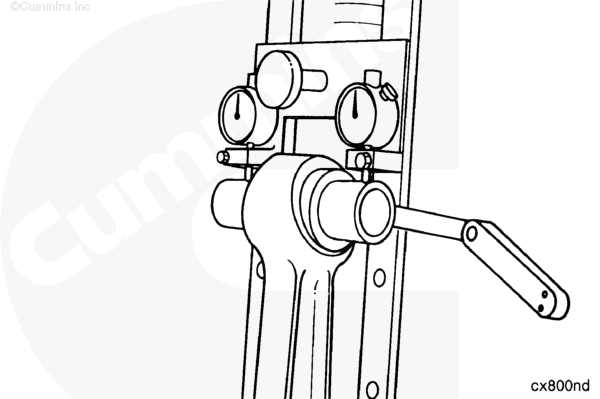
检查夹具与活塞销端的心轴之间有无间隙。如果连杆扭曲,心轴只接触夹具的一侧。
将心轴与夹具接触的一端紧靠夹具。
使用塞尺测量心轴和夹具之间的间隙。心轴和夹具之间的间隙值就是连杆的扭曲量。
| 最大连杆扭曲度(装有衬套) | ||
| mm | in | |
| 0.25 | 最大 | 0.010 |
如果连杆的扭曲度不符合技术规范,必须更换连杆。
CAUTION
严禁试图通过加热或用外力矫直连杆。连杆可能最终会因此而断裂并导致发动机大范围损坏。
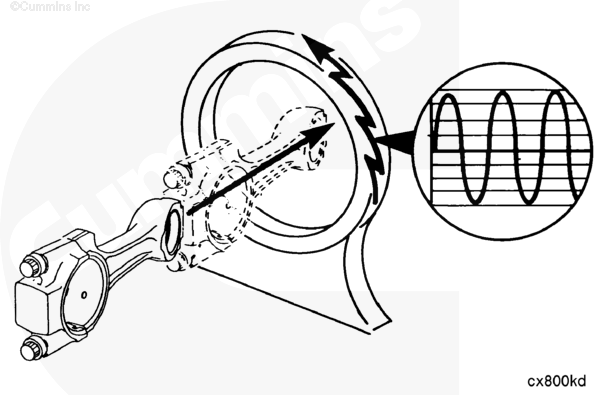
磁力探伤检查
使用磁粉探伤设备。
检查过程中,连杆和连杆盖必须组装在一起。
采用剩磁法。施加工件通电电流。将电流调整为 1500 安培(直流电或整流后的交流电)。
检查有无裂纹。
采用剩磁法。施加线圈通电电流。检查有无裂纹。
| 电流(安匝数) | |
| 最小 | 2600 直流电或整流后的交流电 |
| 最大 | 2800 直流电或整流后的交流电 |
注 : 安匝数是指流经线圈的电流与线圈匝数的乘积。
如果关键(阴影)区域可看到任何裂纹迹象,必须更换连杆。
CAUTION
必须对连杆进行彻底消磁和清洁。任何微小的金属颗粒都可能会导致发动机损坏。
对连杆进行消磁。
使用溶剂或蒸汽。清洗零件。
WARNING
使用蒸汽清洗器时,戴上安全眼镜或防护面罩,并穿上防护服。热蒸汽可能会造成严重的人身伤害。
WARNING
当使用溶剂、酸或碱性材料清洁时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。