 English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文(简)
中文(简) Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韩国
韩国 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska
强鹿柴油发动机曲轴损坏故障的检查与研磨规范
约翰迪尔John Deere强鹿柴油发动机曲轴损坏故障的检查与研磨规范
1. 拆下正时齿轮室盖。(参见本章前面的“卸下正时齿轮室盖”部分。)
2. 拆下飞轮。(参见本章前面的“拆下飞轮”部分。)
3. 拆下飞轮外壳。(参见本章前面的“拆下和安装飞轮外壳”部分。)
4. 拆卸后油封箱。(参见本章前面的“拆下曲轴后油封和油封箱总成”部分。)
5. 卸下全部六个活塞喷嘴以避免毁坏。(参见第 030 章“拆卸和安装活塞喷嘴”部分。)
6. 拆下第2 到第6 个主轴瓦。(参见本章前面的“拆下曲轴主轴瓦”部分。)
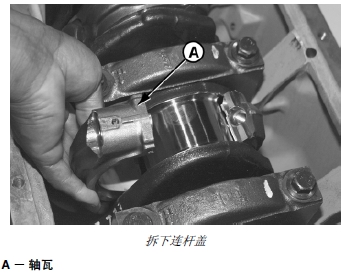
7. 使用 JDG820 飞轮旋转工具旋转曲轴,直到可以轻松卸下连杆盖。
8. 拆下所有带轴瓦的连杆盖 (A),然后卸下第 1 和第 7 个主轴瓦盖和轴瓦。(参见第 030 章中的“拆下活塞和连杆”部分。)
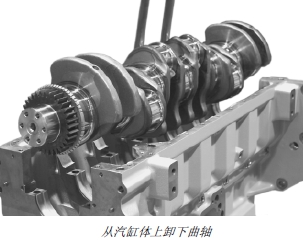
9. 将吊链连接到曲轴上。用干净的抹布保护机加工轴颈。
10. 使用正确的起重设备,小心地将曲轴从汽缸体内吊出。
11. 用溶剂和压缩空气清洗曲轴,特别是油道部分。
12. 将曲轴放在干净的三角槽板上检验。
检查曲轴
注意: 拆卸过程中,如果发现曲轴减震器损坏,建议用磁粉探伤法检查曲轴。这样能验证曲轴是否有细微裂纹。(参见本章前面的“检查曲轴减震器”部分。)
1. 彻底清洗曲轴。清理所有油道的阻塞物。
2. 检查曲轴轴颈上是否有荷载压痕、裂缝或擦伤迹象。还应要检查每个轴颈是否有明显的过热或褪色迹象。如果存在其中任何一种现象,应更换曲轴,因为这种情况下热处理效果可能已被破坏。
3. 检查(前)曲轴齿轮和正时齿轮是否有裂痕、碎齿或过度磨损的痕迹。检查键槽和分度销是否毁坏,并在凸缘上进行适度调整。必要时应更换齿轮。(参见本章后面的“更换曲轴驱动齿轮”部分。)
4. 检查键槽是否有裂缝或磨损痕迹。如有必要,应更换曲轴。
5. 仔细检查油封耐磨套连接面处的曲轴后凸缘是否有明显的粗糙或磨成沟的情况。这个部位的任何缺陷都会导致漏油。不严重的细棱可以用砂布清除。
6. 检查每个轴颈是否有明显的过热或褪色现象。如果存在其中任何一种现象,应更换曲轴,因为这种情况下热处理效果可能已被破坏。
重要提示: 无论何时更换曲轴,都应更换减震器。
重要提示: 细小裂纹可能无法用肉眼识别。可采用荧光磁粒子法进行检查。这种方法是利用磁化粒子磁化曲柄,这种粒子在“黑光”下会发出荧光。测试完毕后应给曲轴消磁。
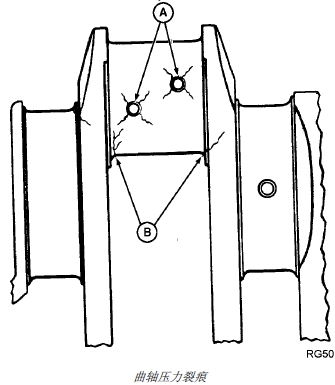
7. 仔细检查曲轴在连杆轴颈油孔和轴颈圆角处 (B) 是否有裂痕。如果发现裂纹,需更换曲轴。
A - 连杆轴颈油孔
B - 轴颈圆角
约翰迪尔John Deere强鹿柴油发动机曲轴研磨指南
重要提示: 只允许有经验和掌握曲轴尺寸和磨光技术规格的技术人员才能对曲轴进行研磨。如果使用过小的轴瓦,应在轴瓦盖拧到指定扭矩后检查轴瓦间隙。如果小轴瓦太紧并且其间隙不符合技术规格的要求,则轴颈和轴瓦上的油将被擦掉。这会导致零件过早磨损。
除了符合标准尺寸的主轴瓦和连杆轴瓦外,还可以使用下面的小轴瓦。
技术规格
有效的曲轴
主轴瓦-小尺寸. . . . . 0.25, 0.50 毫米(0.010, 0.020 英寸)
如果轴颈出现锥度、不圆、划痕或损伤,则应研磨曲轴并安装正确尺寸的轴瓦。
如果需要重新研磨曲轴,使用下面推荐的程序:
1. 对比曲轴轴颈的检测结果,以确定需要打磨轴颈的尺寸。
2. 如果一个或多个主轴颈或连杆轴颈需要打磨,就需要按照相同的尺寸打磨所有主轴颈或所有连杆轴颈。
3. 不要给任何轴颈圆角半径做任何标记或划痕。轴颈圆角一定要平稳地插入轴颈和曲柄颊板。用圆角规检查半径。
重要提示: 必须当心不要使局部过热,否则往往造成研磨裂纹。
4. 在研磨过程中,应使用大量冷却液冷却曲轴。研磨时,砂轮的给进量不要过大。
重要提示: 从曲轴前端看,研磨曲轴时,轴颈应以顺时针方向旋转。按照与研磨相反的方向磨光或抛光轴颈。
5. 抛光或磨光研磨面,达到技术规格的规定值,以防轴颈过度磨损。
注意: 生产曲轴已在工厂中经过感应淬火和喷丸硬化。由于所需设备和部件几何条件的原因,建议不要进行现场喷丸硬化加工。
6. 如果曲轴的止推面磨损严重甚至磨出槽纹,应重新研磨和打磨止推面。不要改变轴瓦轴颈与每个止推面之间的半径。可以使用带有一个标准垫圈和两个 0.18毫米(0.007 英寸)垫圈的大型止推垫圈组。(参见
本章后面“止推轴瓦新部件技术规格”部分。)
注意: 当重新打磨止推面并且使用大垫圈时,曲轴轴向间隙的技术规格必须保持在 0.038 - 0.380 毫米(0.0015 - 0.0150 英寸)范围内。(参见本章前面的“检查曲轴轴向间隙”部分。)
7. 将轴颈表面所有油孔的边缘都打磨光滑,倒角半径约为 1.50 毫米(0.060 英寸)。
8. 结束研磨时,用荧光磁粉探伤法或其它类似的方法检查曲轴是否产生了裂纹。
9. 检查后,需对曲轴进行消磁。
10. 用溶剂彻底清洁曲轴和油道。再用压缩空气吹干。
曲轴研磨技术规格
发动机冲程 (6105) 138 毫米(5.43 英寸)
发动机冲程 (6125) 165 毫米(6.50 英寸)
主轴和连杆轴颈表面光洁度. . . . . 研磨 0.25 微米 (9.8 AA)
止推轴颈和圆角半径表面光洁度 . 研磨 0.4 微米 (16 AA)
连杆轴颈圆角半径. . . 4.49 - 4.85 毫米(0.177 - 0.191 英寸)
主轴瓦和止推轴颈圆角半径. . . . . 3.94 - 4.44 毫米(0.155 - 0.175 英寸)
止推轴颈宽度. . . . . . . 48.97 - 49.07 毫米(1.928 - 1.932 英寸)
轴瓦尺寸曲轴主轴颈外径曲轴连杆轴颈外径
标准 124.983 - 125.017 毫米 . . . .(4.9206 - 4.9219 英寸)
88.844 - 88.874 毫米(3.4980 - 3.4990 英寸)
0.25 毫米(0.010 英寸) . . 124.733 - 124.767 毫米 . . . .(4.9107 - 4.9121 英寸)
88.594 - 88.624 毫米(3.4980 - 3.4990 英寸)
0.50 毫米(0.02 英寸) . . . 124.473 - 124.507 毫米 . . . .(4.9005 - 4.9019 英寸)
88.334 - 88.364 毫米(3.4777 - 3.4789 英寸)
400-100-8969 15088860848
0574-26871589 15267810868
0574-26886646 15706865167
0574-26871569 18658287286
